|
| 
 好品质
好品质  好材料
好材料  好服务
好服务
| 好品质 好材料 好服务

大连鑫毅钢磨料配件有限公司
联系人:张经理
电话: 0411-39630390
0411-39569620
手机:13795133932
网址:www.dlxyg.com.cn
厂址:大连经济技术开发区生命二路10号
办公:大连市甘井子区泉水P3区
如今重工业的发展是离不开型材喷砂除锈设备,型材喷砂除锈设备在重工业尤其是建筑行业方面发挥的作用是越来越大的。型材喷砂除锈设备的发展对于钢铁铸造业等一系列重工业的发展都起到了举足轻重的作用。它的质量也越来越受到重工业界一些人的重视青岛青工机械提供的型材喷砂除锈设备的质量是非常高的。能够在一定的程度上为重工业内的许多领域的发展贡献一份力量,使工业的发展越来越好从而促进国民经济的发展。
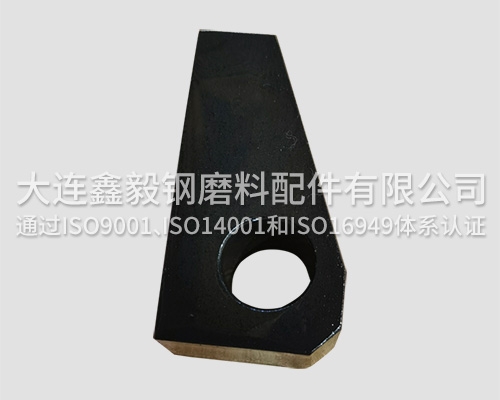
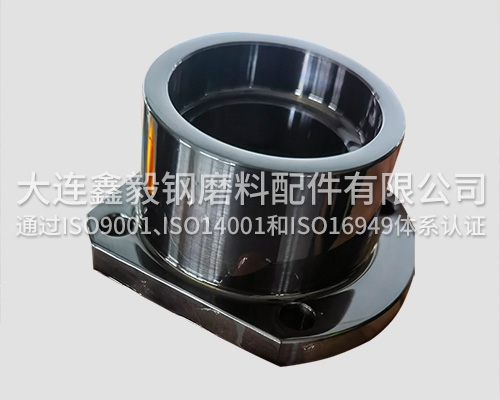
大连打砂除锈是采用压缩空气为动力,以形成高速喷射束将喷料(石榴石砂、铜矿砂、石英砂、金刚砂、铁砂、海南砂)高速喷射到需要处理的工件表面,使工件表面的外表面的外表或形状发生变化。喷砂工艺前处理阶段:是指对于工件在被喷涂、喷镀保护层之前,工件表面均应进行的处理。喷砂除锈是采用压缩空气为动力,以形成高速喷射束将喷料(石榴石砂、铜矿砂、石英砂、金刚砂、铁砂、海南砂)高速喷射到需要处理的工件表面,使工件表面的外表面的外表或形状发生变化。喷砂工艺前处理阶段:是指对于工件在被喷涂、喷镀保护层之前,工件表面均应进行的处理。
喷砂除锈控制主要体现在以下几个方面。
Ⅰ.前期控制:喷砂前,依据《涂装前钢材表面锈蚀等级和除锈等级》规定,对金属结构基体表面锈蚀等级进行评定。仔细检查,清除焊渣、飞溅等附着物,并清洗表面油脂及可溶污物,对无用的焊接体或联接物也应作妥善处理。
Ⅱ.工具控制:喷砂操作时,空压机气压为6.0×105~6.5×105Pa,气压变幅为0.5×105~1.0×105Pa。一般砂桶气压为4.5×105~5.5×105Pa,不得小于4.0×105Pa。喷砂前应检查压力容器的生产厂家是否持有有关部门颁发的生产许可证、喷砂工佩戴的防护工具、安全带(绳)和供氧装置是否安全可靠,以及喷嘴磨损情况,当孔口直径增大25%时宜更换喷嘴。
Ⅲ.磨料控制:喷砂除锈工艺用的砂,要求颗粒坚硬、有棱角、干燥(含水量<2%)、无泥土及其他杂质;以石英砂为好,粗河砂也可;同时,应考虑砂料运输条件,单价高低,回收能力等因素;砂料粒径以0.5~1.5mm为宜,筛选前须晒干,存储于棚内、室内,筛孔大小为:粗筛40~48孔/cm2(粒径1.2mm)、细筛372~476孔/cm2(粒径0.3mm)。除锈方案确定后,磨料可选河砂、石英砂或二者混合。在岗南水库除险加固中,经预喷比较,将石英砂和河砂按1∶1掺和使用除锈效果好。
目前我国许多船舶企业在修理过程中的大舱和船壳除锈,基本上都是使用铜矿砂除锈的方式,这种除锈方式会产生较大扬尘飘到大气中,对大气严重污染;同时其产生的废砂也会对水质产生污染。为了改变这种传统的打砂除锈方式,国际上发达国家早就开始研究和应用传统除锈的替代方法。

 在线咨询
在线咨询